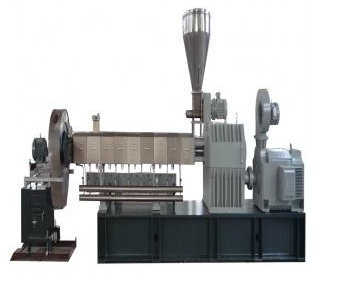
平行同向雙螺桿擠出機的操作方式
1、開機前檢查與準備
1)檢查主料斗和盛料盒內有無異物,若有應及時清理干凈;
2)啟動油泵,開、閉減壓閥,使油壓在0.05~0.2Mpa之間
3)開啟冷卻水循環系統。
2、開機程序
1)合上開關及接觸器,調整溫度表,使實際溫度達到設定溫度后,保持20~30分鐘;
2)當某段溫度高于設定溫度5o時啟動水泵,調整調壓閥,使水壓在0.2~0.3Mpa內,控制溫度波動;
3)按聯軸器所示旋轉方向用手盤動螺桿,應運動自如,旋轉不少于一周;
4)向主機料斗口加入已高混的物料;
5)開啟進出自來水閥門,并啟動風刀。
6)啟動切利機處于低速運行狀態,并啟動振動篩;
7)啟動油泵,延時1分鐘,使油壓穩定在0.05~0.2Mpa范圍;
8)啟動主電機緩慢提速至30~50r/min
9)啟動喂料機緩慢加料,使主機負荷電流不大于額定電流50%,并保證喂料口不積料
10)模口出條后,主機提速至150~500r/min
11)緩慢加大喂料量,保證電流不超過額定電流的70~80%
12)料條入水向前導引,與出條擠出速度相一致,出水槽用剪刀剪去頭部,使料條在Φ2~Φ4之間
13)過風刀,調整切利機速度,與擠出速度相匹配
3、停機程序
1)停止喂料,緩慢降低主機轉速,使主機電源減少至額定電流的25~30%,主機轉速至30r/min運行1~2分鐘。
2)同時同步降低主機轉速,與出條速度匹配
3)主機模板不出料時,主機調速旋轉回零,停主機
4、生產中應遵守的有關規定要求:
1)料斗內嚴禁有金屬異物進入,以免損壞螺桿;
2)開車前必須盤動螺桿,使其旋轉一周以上;
3)正常操作,主機低速空負荷運轉不允許超過2分鐘;
4)開機時機頭方向嚴禁站人,以防物料噴出傷人;
5)依據操作記錄設定工藝條件不得超速;
6)清理工作中切忌水或油進入電氣控制柜內,切忌拉或碰各種線頭,以防松動受潮;
7)經常檢查各潤滑點,包括強制注油及油杯加壓潤滑;
8)注意觀察軟水水質變化,若變黑應及時更換。
9)理順料條時應用手或塑料條,用金屬條;
10)嚴禁接觸設備各轉動部件。
南京杰亞擠出裝備有限有限公司 -
雙螺桿擠出機和
雙螺桿造粒機研發制造技術領軍企業,專業從事各類塑料加工擠出設備的研發與制造,直至交鑰匙工程。產品系列涵蓋單螺桿擠出機組,同向、異向平行雙螺桿擠出機組及配套輔機設備等。
南京杰亞擠出裝備有限公司營銷部
地址:南京市溧水柘塘工業集中區
聯系人:李國杰
熱線①:13770535430(微信同號)
熱線②:13770957765



















