| English | |
|
|
|
|
|||||||
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
|
|
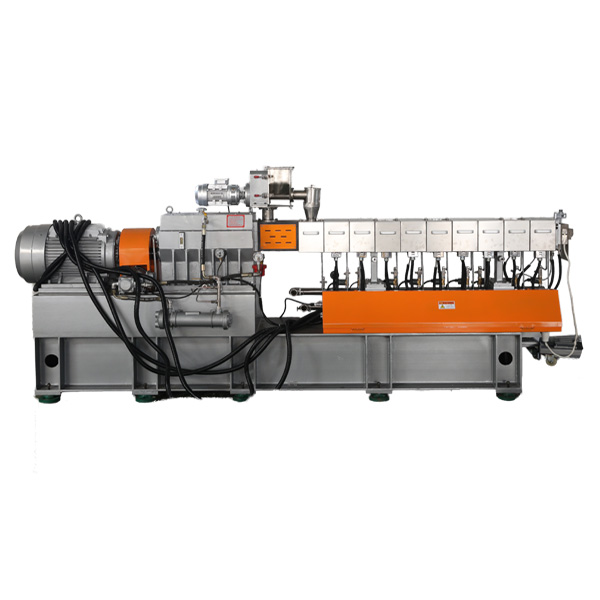
| 版權所有:南京杰亞擠出裝備有限公司銷售中心 地址:南京市溧水柘塘工業集中區 雙螺桿擠出機 雙螺桿造粒機 業務手機①:13770535430 業務手機②:13770957765 聯系人:李國杰 銷售客服QQ: 本站由南京網站制作商華籟網絡提供全程技術支持 sitemap.xml sitemap.html sitemap.txt blog |